在道路反光标线、汽车反光膜、建筑涂料等功能性材料领域,玻璃微珠凭借高折射率、低吸油率、耐酸碱腐蚀等特性,成为提升材料反光性能与耐用性的关键“配角”。作为工业领域的基础元件,玻璃微珠的市场需求随下游行业升级持续增长,而其生产流程的精密程度,直接决定了产品性能与应用价值。今天,我们就来详细拆解玻璃微珠从原料准备到成品出厂的完整生产链路,揭秘这一“小颗粒”背后的技术密码。
一、原料配比:决定性能的“初始配方”
玻璃微珠的核心原料是石英砂(二氧化硅)、纯碱(碳酸钠)、硼砂(四硼酸钠)等无机矿物,部分高端产品还会添加氧化铝、氧化锌等改性成分。原料的选择与配比是生产的第一步,直接影响成品的折射率、密度、热稳定性等关键指标。
以常见的道路反光用玻璃微珠为例,石英砂需选用纯度99%以上的硅砂,确保二氧化硅含量充足;纯碱与硼砂的比例需严格控制在1:0.3左右——纯碱降低熔融温度,硼砂则调节玻璃的热膨胀系数,二者失衡易导致成品在温差变化中出现开裂。此外,原料需经磁选、浮选等预处理,剔除铁、钙等杂质,否则可能造成微珠透光率下降,影响反光效果。
二、高温熔融:从矿石到玻璃液的蜕变
原料经称重、混合后,进入高温熔融环节。这一步需将配好的原料在池窑或坩埚窑中加热至1400-1600℃,使其完全熔化为均匀的玻璃液。熔融过程的关键是温度控制与搅拌均匀性:温度过低会导致原料反应不充分,产生气泡或未熔物;温度过高则可能增加能耗,甚至造成玻璃液氧化变色。
为确保玻璃液质量,现代生产线多采用连续式池窑,配合机械搅拌或气体鼓泡装置,使熔体温度差控制在±5℃以内。熔融后的玻璃液需静置1-2小时,待气泡上浮、杂质下沉,形成质地纯净、流动性良好的玻璃液,方可进入成型阶段。
三、成型工艺:精准控制“微珠诞生”
玻璃液的成型是将玻璃液转化为微米级颗粒的核心工序,目前主流工艺分为“吹制法”与“滴料法”两类。
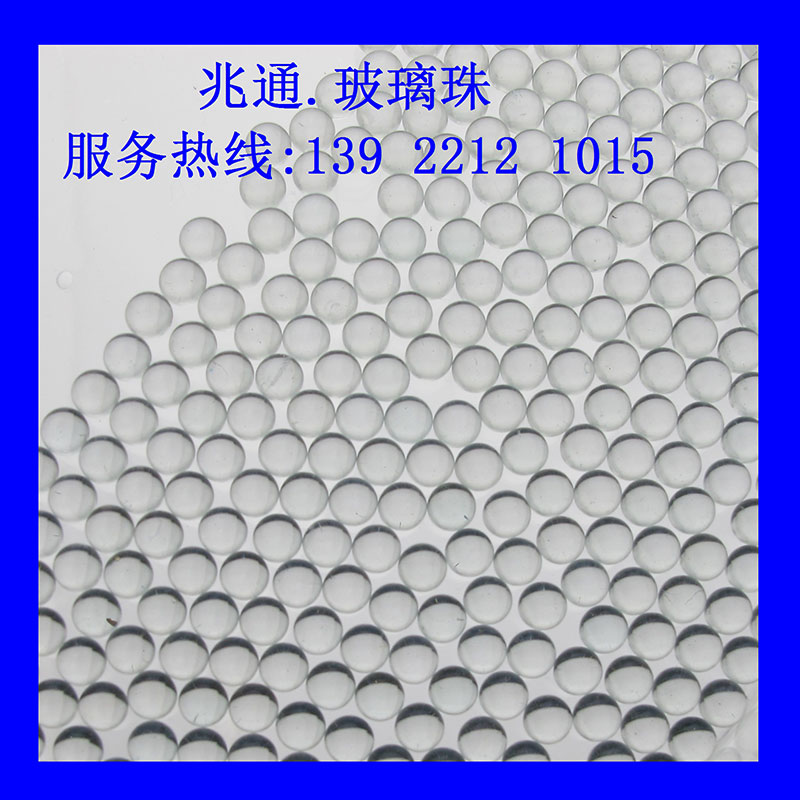
吹制法:通过压缩空气将玻璃液吹成小泡,再经高速旋转的模具切割成规则球体。此工艺效率高,适合大规模生产粒径0.3-2mm的通用型玻璃微珠,但对设备精度与操作经验要求较高。
滴料法:利用重力或真空将玻璃液滴入冷却介质(如空气或油浴),液滴在表面张力作用下自然成球。该工艺可生产粒径50-800微米的精细微珠,尤其适合对圆度、表面光洁度要求高的反光材料用珠。
无论哪种方法,成型过程中都需严格控制冷却速率——过快冷却易导致内部应力集中,后期使用中可能脆裂;过慢则可能使微珠粘连,影响成品率。
四、筛选与后处理:剔除缺陷,提升功能
刚成型的玻璃微珠混合着未熔颗粒、异形珠及粉尘,需通过多道筛选工序提纯。首先经振动筛分离大颗粒与细粉,再用风力分选机根据密度差异剔除轻质杂质,最后通过光学分选设备剔除表面裂纹、气泡等缺陷珠。
部分高端产品还需进行表面改性处理:例如在微珠表面涂覆二氧化硅或金属氧化物,增强其与树脂基体的结合力;或通过氟化物处理提升耐候性,延长户外使用寿命。后处理环节虽非必需,却是高端玻璃微珠(如用于航空航天的特种微珠)与普通产品的关键差异所在。
五、成品检测:用数据定义“合格线”
所有玻璃微珠在包装前需经过严格检测,确保符合用户需求。检测项目涵盖:
光学性能:折射率(常见1.5-2.2)、透光率(≥90%);
物理性能:密度(2.4-2.8g/cm³)、抗压强度(≥100MPa);
化学稳定性:耐酸碱性(浸泡48小时无明显腐蚀)。
检测合格的产品按粒径、用途分类包装,通常采用防潮铝箔袋或密封塑料桶,存储于干燥通风环境,避免吸潮或污染。
从矿石到功能微珠,玻璃微珠的生产是一场对精度与技术的考验。每一颗看似普通的玻璃微珠,都凝聚着原料配比、熔融温度、成型控制等多环节的精细管理。随着交通、建材、电子等领域对反光、节能材料需求的升级,玻璃微珠生产工艺也在向更高效、更精密的方向发展。未来,这颗“小颗粒”或将持续为工业创新注入新的活力。